Vad är processen, applikationen och fördelarna med formsprutning av plastinjektion?
Processflöde
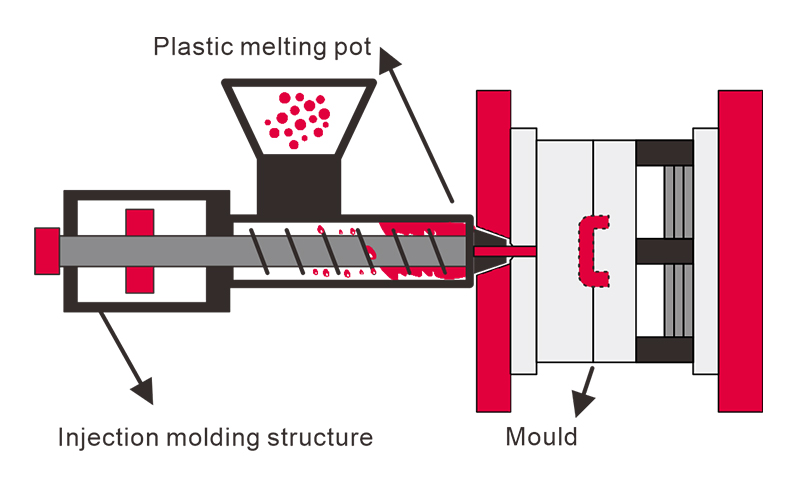
Gjutning av plastinsprutningProcessen består av sju steg: torkning, smältning, högtrycksinjektion, tryckhållning och krympningskompensation, kylning och inställning, mögelöppning och utkast och efterbehandlingskvalitetskontroll.
Pellets av plast måste avfuktas. Material som nylon måste torkas vid 80-130 ° C i 4-8 timmar för att förhindra bubblor.
Plast råvaror värms upp och smälts i fatet. Temperaturen varierar för olika material: PP: 160-175 ° C, PC: 270-300 ° C. Skruven i fatet roterar för att säkerställa enhetligt flöde.

Plastsmältan injiceras i den stängda mögelhålan vid 70-150 MPa för att fylla formen.
Att upprätthålla maskintrycket för att kompensera för kylning krympning kräver exakt kontroll av hålltiden för att förhindra sjunkmärken.
Kylning och inställning tar upp 70-80% av hela formsprutningscykeln. Formtemperaturen styrs mellan 40 och 120 ° C för att säkerställa attplastdelarKyl jämnt och varp inte.
En mekanisk ejektor eller robotarm tar bort produkten för att undvika ytskador.
Arbetare tar bort extra plastbitar och kontrollerar hur bra plastprodukter fungerar och passar ihop.
Ansökningar
Plastinjektionsdelaranvänds i olika branscher.
Dagliga nödvändigheter: Denna formsprutningsprocess är snabb och kostnadseffektiv. Exempel inkluderar bordsartiklar, lagringslådor och leksaker.
Bildelar: Komplexformade produkter inkluderar instrumentpaneler, strålkastare och ventilationskanaler.
Elektroniskt och elektriskt:FormsprutningMed en noggrannhet på ± 0,1 mm inkluderar produkter som mobiltelefonfodral, tangenttangenter och kontakter.
Medicinska apparater: Produkter som kräver sterilitet inkluderar spruthöljen och kirurgiska instrumentkomponenter.
Industrial: Högstyrka plastprodukter inkluderar växlar, rör och ventiler.

Fördelar
- DeplastformningProcess kan användas med material inklusive PP, ABS, PC, PA, PE och PLA.
- Vi erbjuder PP -engångsbordsartiklar, PLA -telefonfodral ochTpr spiky bollar.
- Huaner kan göra komplexa delar med trådar och specialformade hål. Det kan uppfylla alla kundkrav.
- Den råvaruanvändningshastigheten för plast är över 95%och löpsmaterialet är återvinningsbart.
- Deanpassad formsprutningProcessen kan producera varje bit på bara några sekunder.
- Våra dimensionella toleranser uppfyller GB14486-2008-standarden.